Lohnfertigung
Mit unserem Maschinenpark für Schweißen und Fräsen sind wir in der Lage wirtschaftlich kleine, mittlere und große Stückzahlen sowie Prototypen komplett zu bearbeiten. Die Montage kompletter Baugruppen werden wie gewünscht ausgeführt.
Qualität, mit der wir überzeugen:
- Hohe Flexibilität, auch bei kurzfristigen Anfragen
- Zuverlässiger Kundenservice: vom Angebot über die Fertigung bis zur termingerechten Lieferung
- Fertigung bei hoher Qualität
- Kompetente Beratung von unserem jungen Team
Neben unserer Lohnfertigung entwickeln, konstruieren und stellen wir selber
eigene Produkte her.




Lohnfertigung im Überblick:
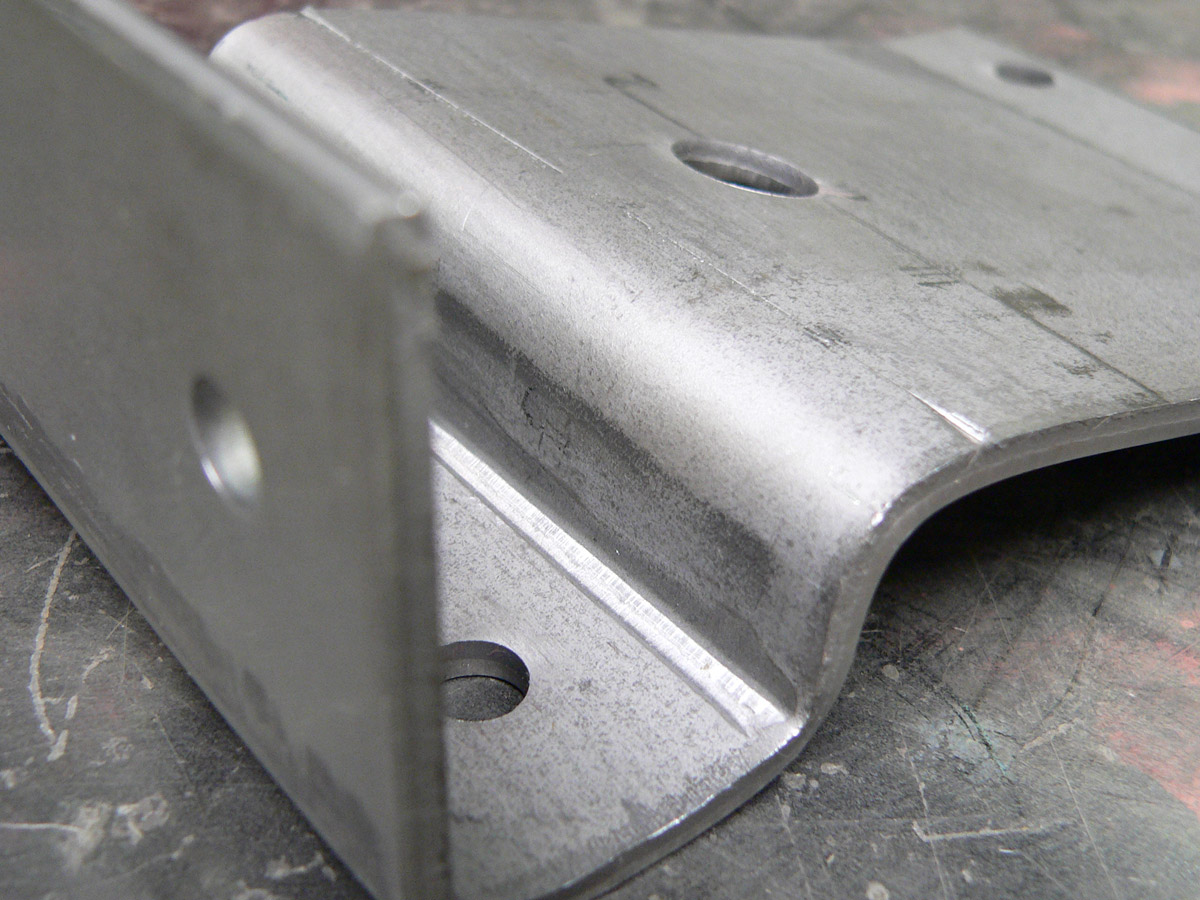
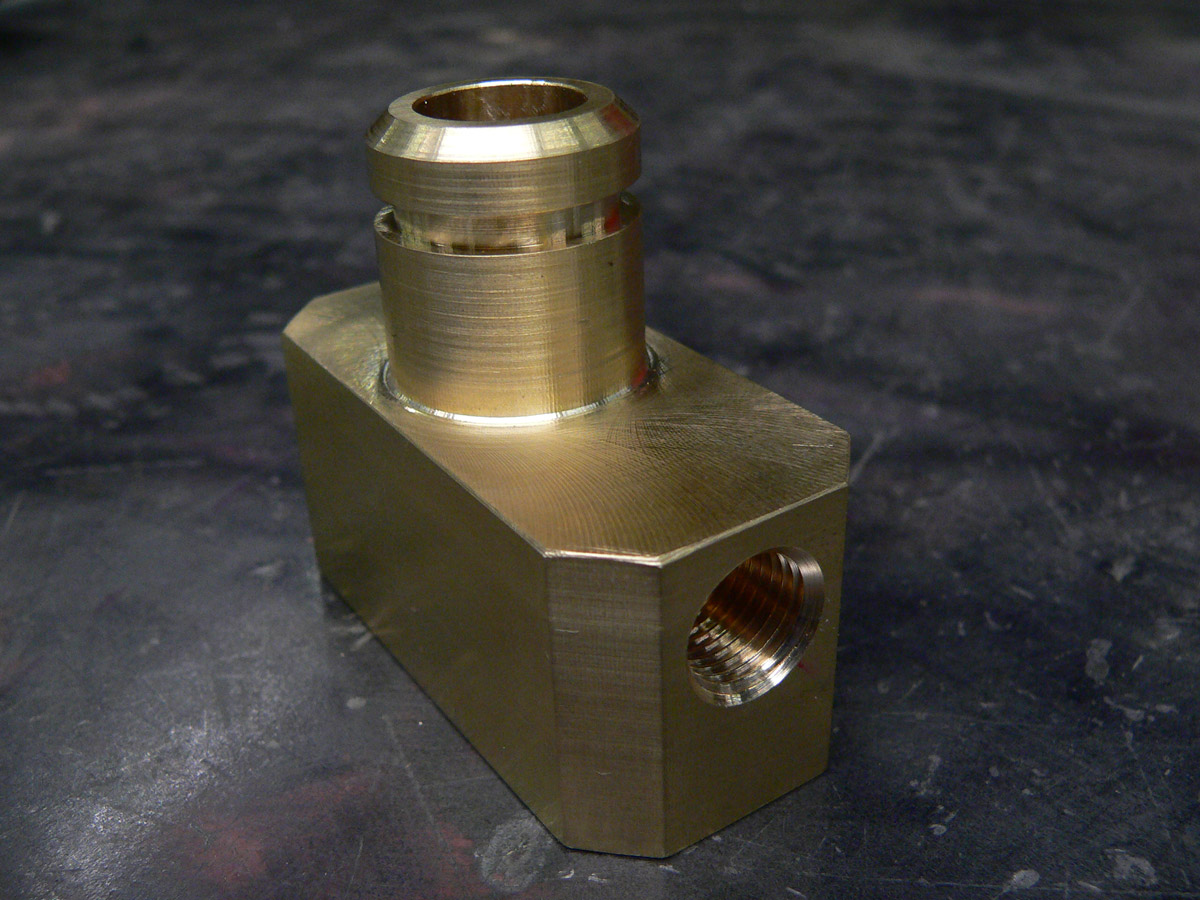
Schweißen
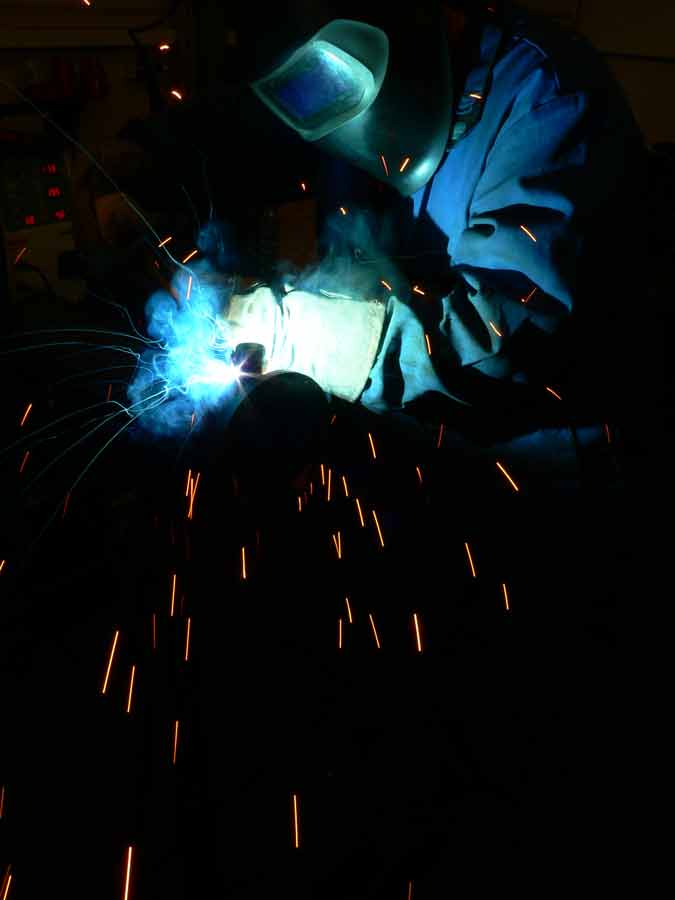
Unter Schweißen versteht man "das unlösbare Verbinden von Bauteilen unter Anwendung von Wärme oder Druck, mit oder ohne Schweißzusatzwerkstoffen".
Beim WIG-Schweißen entstehen praktisch keine Schweißspritzer; die gesundheitliche Belastung durch Schweißrauche ist verhältnismäßig gering. Ein besonderer Vorteil des WIG-Schweißens ist, dass nicht mit einer abschmelzenden Elektrode gearbeitet wird. Die Zugabe von Schweißzusatz und die Stromstärke sind deshalb entkoppelt. Der Schweißer kann seinen Schweißstrom optimal auf die Schweißaufgabe abstimmen und muss nur so viel Schweißzusatz zugeben, wie gerade erforderlich ist. Dies macht das Verfahren besonders geeignet zum Schweißen von Wurzellagen und zum Schweißen in Zwangslagen. Durch den verhältnismäßig geringen und kleinräumigen Wärmeeintrag ist der Schweißverzug der Werkstücke geringer als bei anderen Verfahren. Wegen der hohen Schweißnahtgüten wird das WIG-Verfahren bevorzugt dort eingesetzt, wo die Schweißgeschwindigkeiten gegenüber den Qualitätsanforderungen zurücktreten. Dies sind beispielsweise Anwendungen im Rohrleitungs- und Apparatebau im Kraftwerksbau oder der chemischen Industrie.
Das Metallschutzgasschweißen (MSG), wahlweise als MIG (Metallschweißen mit inerten Gasen) oder MAG-Schweißen (Metallschweißen mit aktiven, also reaktionsfähigen Gasen), ist ein Lichtbogenschweißverfahren, bei dem der abschmelzende Schweißdraht von einem Motor mit veränderbarer Geschwindigkeit kontinuierlich nachgeführt wird. Die gebräuchlichen Schweißdrahtdurchmesser liegen zwischen 0,8 und 1,2 mm (seltener 1,6 mm). Gleichzeitig mit dem Drahtvorschub wird der Schweißstelle über eine Düse das Schutz- oder Mischgas mit ca. 10 l/min zugeführt. Dieses Gas schützt das flüssige Metall unter dem Lichtbogen vor Oxidation, welche die Schweißnaht schwächen würde. Beim Metallaktivgasschweißen (MAG) wird entweder mit reinem CO2 oder einem Mischgas aus Argon und geringen Anteilen CO2 und O2 (z.B. "Corgon") gearbeitet. Je nach ihrer Zusammensetzung kann der Schweißprozess (Einbrand, Tropfengröße, Spritzerverluste) aktiv beeinflusst werden; beim Metallinertgasschweißen (MIG) wird als Edelgas Argon, seltener auch das teure Edelgas Helium, verwendet. Das MAG-Verfahren wird in erster Linie bei Stählen eingesetzt, das MIG-Verfahren bevorzugt bei NE-Metallen.
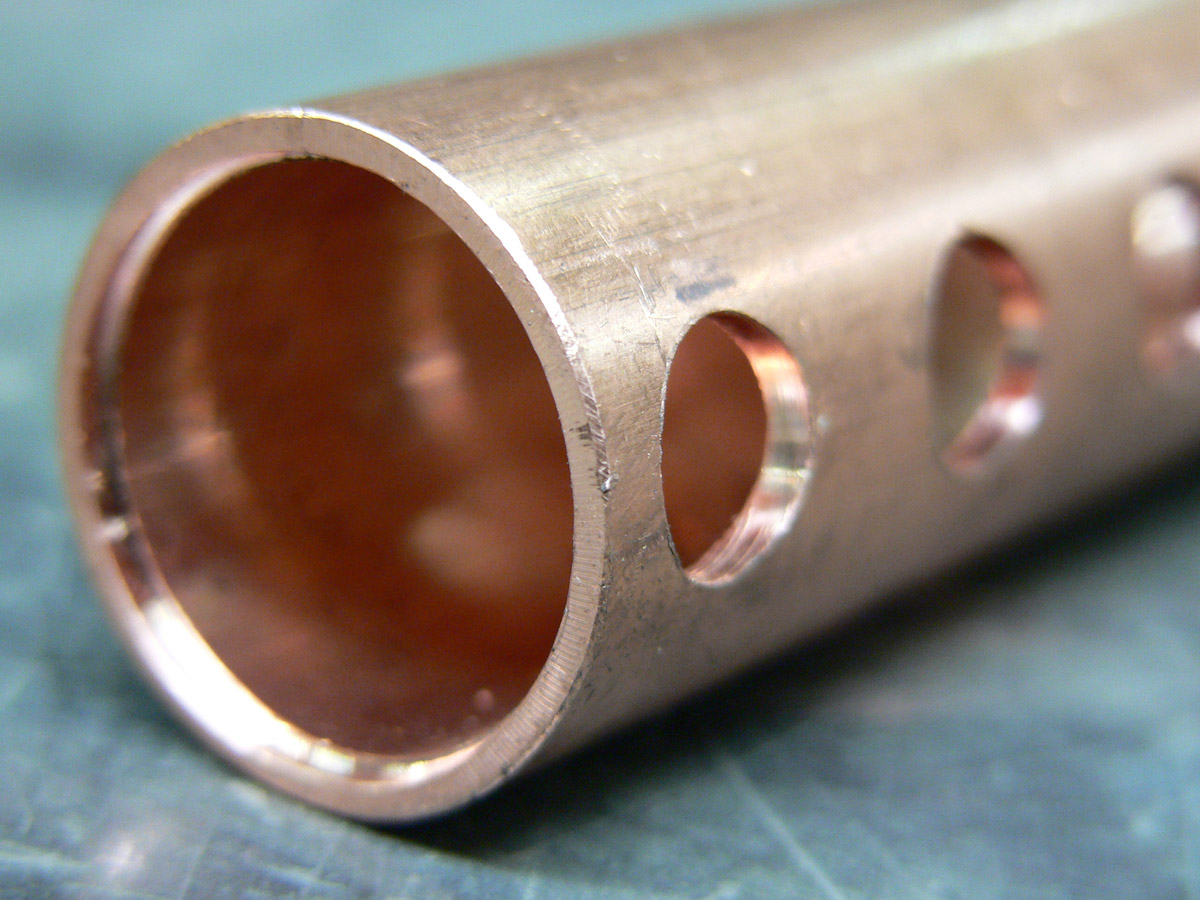
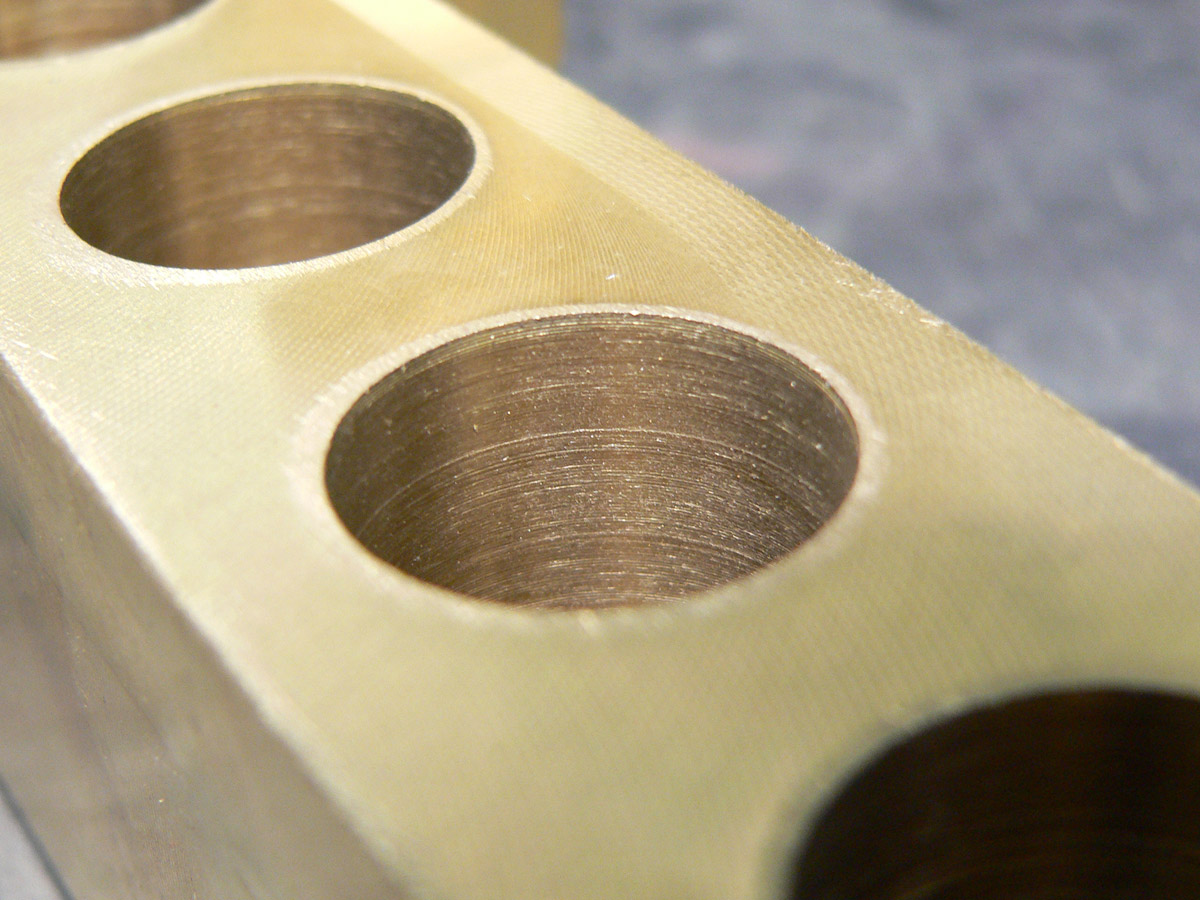
Fräsen
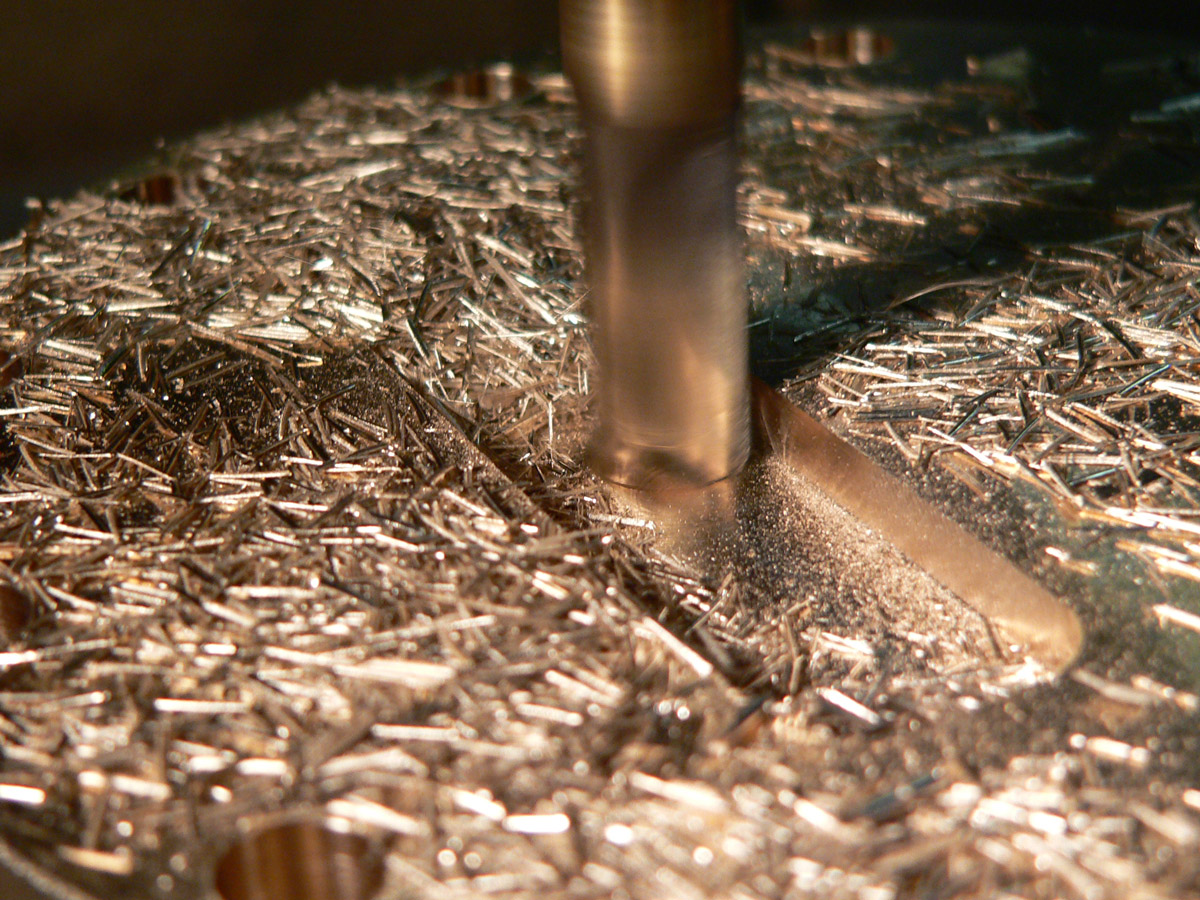
Fräsen / CNC-Fräsen bezeichnet das spanabhebende Bearbeiten von Metallen, Holz oder Kunststoffen mittels eines Fräswerkzeuges.
Heute unterscheidet man zwei Gruppen: konventionelle und CNC - gesteuerte Fräsanlagen.
Eine herkömmliche Methode der Bearbeitung ist das feste Aufspannen des Werkstücks auf einem Tisch, der das zu bearbeitende Werkstück an das ortsgebundene Werkzeug heranführt.
Die andere konventionelle Bearbeitung stellt das bewegliche Aggregat, welches das entsprechende Werkzeug antreibt, dar. Natürlich gibt es im Bereich der konventionellen Bearbeitung auch Anlagen, die eine Kombination beider Verfahren bilden.
Um optimale Fräsergebnisse zu erzielen, ist es notwendig, die optimale Schnittgeschwindigkeit zu erzielen. Diese ist abhängig vom Vorschub. Je schneller der Vorschub, desto schneller muss sich das Werkzeug drehen, um eine optimale Schnittgeschwindigkeit zu gewährleisten.
Die beim Fräsen entstehende Hitze wird mit Kühlmitteln weitgehend vermieden oder schnellstens abgeleitet.
Allerdings hat die Automatisierung durch Einführung von numerisch gesteuerten Maschinen, den NC – und den CNC – Anlagen, oft Bearbeitungszentren genannt, die Methoden beim Fräsen soweit perfektioniert, dass konventionelle Bearbeitung im gewerblichen Bereich nur noch sehr selten konventionell erfolgt.